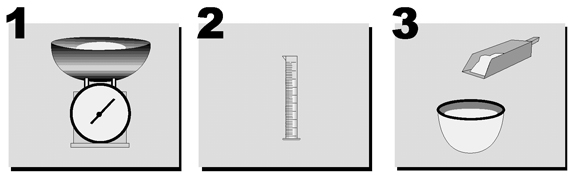
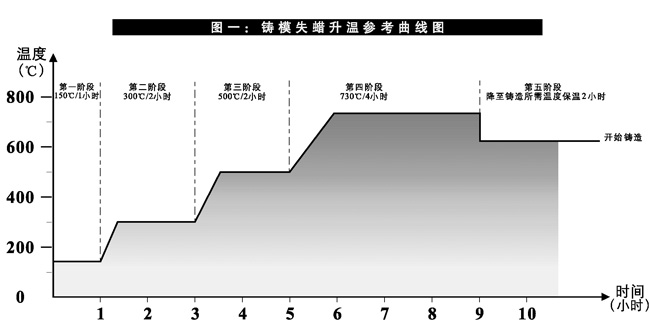
三、铸粉使用方法:
电话:0755-84069009 传真:0755-84214591 E-mail:sales@huntercasting.com Copyright © 深圳市景鼎现代科技有限公司 all right serverd.